Analysis of the production process of typical steel drums in Japan
Text / Yang Wenliang
NIPPON STEEL & SUMIKIN DRUM CO., LTD. is one of the major steel drum manufacturers in Japan. Its production technology is relatively advanced, especially the automation technology of some special processes. It is original and worthy of our reference. . We will simply introduce the production process in a way that is developed, and the key processes are illustrated by live video screenshots.
The entire production stream is divided into five processes. The process is basically integrated with automated conveyors. However, when producing special steel drum products, there will be semi-finished product storage between processes.
First, the bottom of the barrel and the barrel processing process
This is the first process in the entire production line, which consists of two branch production lines. They are the production line of the bottom of the barrel and the processing and production of the barrel. Its production flow chart (Figure 1) is as follows:
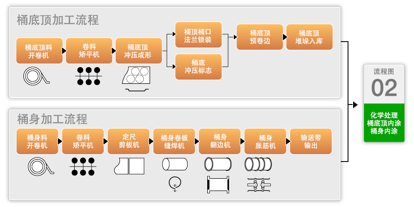
Figure 1 Bucket bottom and barrel processing flow chart
The production process is different from the current typical process of China's steel drum production line:
1. After the bottom of the barrel is stamped and formed, the bottom of the barrel and the top of the barrel are diverted to different processes. The bottom of the Japanese steel barrel barrel needs stamping mark. This is in accordance with the requirements of the UN Maritime Dangerous Regulations, and the domestic barrel enterprises will not Stamping the mark at the bottom of the barrel. as shown in picture 2. The contents of the logo on the bottom of the bucket are in addition to the trademark of the steel drum manufacturer. There is also a series of figures, as shown in Figure 3: "1.2-200-04-2 0" This series of figures shows the steel plate of the raw material of the steel drum. Thickness, capacity of steel drums and date of production of steel drums. Such steel drums not only facilitate the quality traceability of the products, but also facilitate the classification of steel drums when they are recycled.
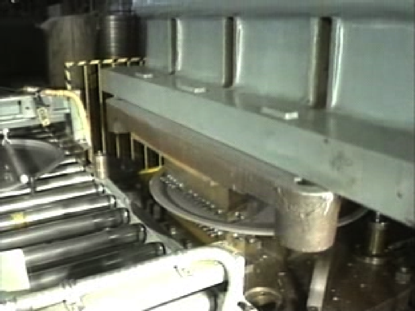
Figure 2 Suppressing the sign on the bottom of the bucket
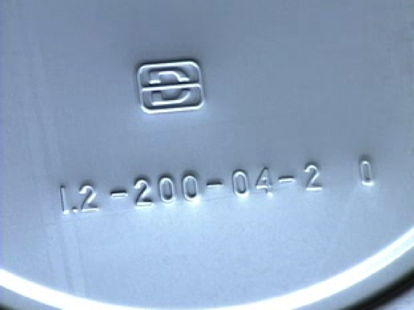
Figure 3 The sign pressed on the bottom of the bucket
2, the top of the barrel top pre-crimping process, in Japan, this process does not glue, and the typical process of China's barrel enterprises is to pre-roll, at the same time the edge of the top of the barrel is glued.
3. In the process, after the seam welding of the barrel, the weld is directly crushed. This is not the case for most companies in China. As shown in Fig. 4, it is a weld rolling process.
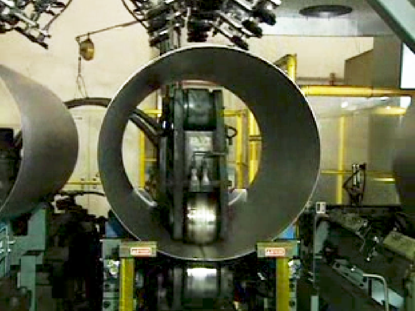
Figure 4 barrel body weld rolling process
4. In the forming of the barrel, only two ring ribs are inflated, and there is no ripple. In domestic barrel making enterprises, most of them are corrugated, and steel drums with no corrugation and only ring ribs are rare.
5. After the bottom of the barrel is processed, when it is stored as a semi-finished product, it is stacked by an automatic stacker. When used in the next process, it is also dismantled by an automatic demolition machine and automatically fed into the production line. In China, most of these jobs are done manually.
Second, the surface treatment and internal coating process
The second part of the production line is the chemical treatment of the surface of the steel drum and the internal painting process. In this process, the bottom of the bucket, the top of the bucket and the body of the bucket are separately carried out, and the cleaning and phosphating process is basically similar to that in China. Figure 5 shows the surface treatment and internal coating flow chart.
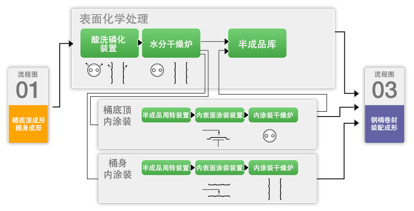
Figure 5 Surface treatment and internal coating process
The production process is different from the current typical process of China's steel drum production line:
1. The surface chemical treatment process is shown in Figure 6. The degreasing, water washing and surface conditioning sections in the previous section are basically the same as those in China, but the “chemicalization†section is phosphating. There are usually two kinds of treatment liquids, one is zinc phosphate (ie Zinc phosphating, the other is iron phosphate (ie iron phosphating). The phosphating film treated by zinc phosphate and iron phosphate is different, and its appearance is compared as shown in Fig. 7. When viewed under a microscope, the phosphating film structure has a large difference, as shown in Fig. 8. This is different from the pre-coating treatment process currently used in China. At present, zirconium or phosphorus-free conversion processes are often used in China.
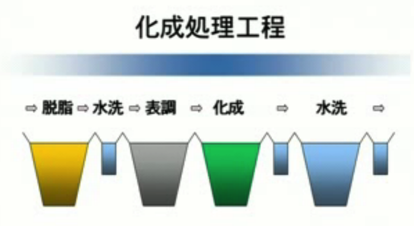
Figure 6 Surface chemical treatment process
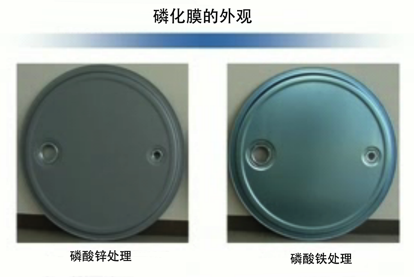
Figure 7 Comparison of the appearance of phosphate film
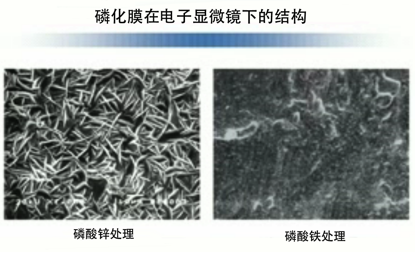
Figure 8 Comparison of the appearance of phosphate film under electron microscope
It can be seen from Fig. 8 that the surface of the steel drum treated with zinc phosphate has a large crystal grain size, a large surface area, and a much greater adhesion to the paint. At present, Japanese barrel companies basically use zinc phosphating.
2, steel barrel internal coating process, Japan uses two sprays, the first spray primer, the second spray finish, the top of the bucket and the barrel are two. The barrel is specially painted once before the two coats are applied. Figure 9 shows the fill in the weld, Figure 10 shows the first coat, and Figure 11 shows the second coat.
Our domestic inner coating barrels are generally coated with one inner coating. In comparison, the two internal coatings in Japan are definitely much safer, plus a special internal coating of the welds, and iron leakage at the welds. Can be eliminated. There is indeed a great safety hazard in a steel drum coated in China. Especially, there is a phenomenon of iron leakage in the weld, which is likely to cause rust or corrosion.
From the video, the first inner coating is very light (almost colorless), while the second inner coating is darker. Therefore, I think the coating used in the first inner coating and the second inner coating are Not the same, maybe not just the color. This point remains to be studied.
Before the film is dried, the color is white. After drying, the color is light yellow, which is similar to that in China. Many years ago, we used Japanese steel barrel coatings, and the construction performance was very good. Unlike many domestic coatings, there were problems such as foaming and iron leakage, which required high surface condition and poor construction performance.

Figure 9 Filling in the weld

Figure 10 The first inner coating

Figure 11 Second coat
Third, the steel barrel crimping assembly process
Japan's steel drum crimping assembly process is fully automated, and different processes in China are mainly: before the crimping and barrel labeling. The flow chart is shown in Figure 12.

Figure 12 Steel drum crimping assembly flow chart
The production process is different from the current typical process of China's steel drum production line:
1. Before the steel drum is sealed on the top of the barrel and the side of the barrel, the bottom of the barrel and the top of the barrel are glued. As shown in Figure 13, this process is different from the production processes of most companies in China today. This shows that the sealant is wet film wound into the curling edge, which is very different from our dry gel.

Figure 13 The bottom of the bucket is glued before the seal
Before the 1980s, China's barrel industry basically used five-layer flat crimping. The sealant was also injected with wet glue when crimping. From the mid-to-late 1980s, in order to meet the requirements of “maritime dangerous regulationsâ€, the domestic market began to change. The seven-layer round curling edge also adds a pre-rolling glue-casting process, that is, when the top of the bottom of the bucket is pre-rolled, the glue is injected.
After the wet film edge was changed to dry film edge, there have been many people in the industry who have been arguing about the problem of dry glue or wet glue. The process of pre-rolling and simultaneously injecting glue was learned from Calendo in the United States and has been extended to this day. It is more scientific, and further research is needed. However, as far as the current situation is concerned, more and more barrel-making enterprises in the world have begun to adopt the wet film-in process. It seems that wet plastics may be more scientific.
Figure 14 is a view of the hemming process when the wet glue is wound in. It can be clearly seen from the crimping process that the wet glue can be immersed in the interlaminar gap of the entire bead in the bead, and the sealant is mostly entrapped when the dry glue is taken in. Enter the middle of the core of the curl and become a seal. Of course, sealing all the interlayer gaps is far better than just sealing one step in the center. Therefore, the wet film edge is more scientific and the sealing is better.
It is important that the wet glue is sprayed on the top edge of the bottom of the bucket. It should not be in our usual pre-rolling groove, but should be in the middle of the top edge of the bottom of the bucket, as shown in Figure 15.
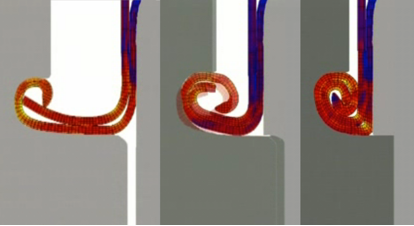
Figure 14 Process diagram of wet glue edge
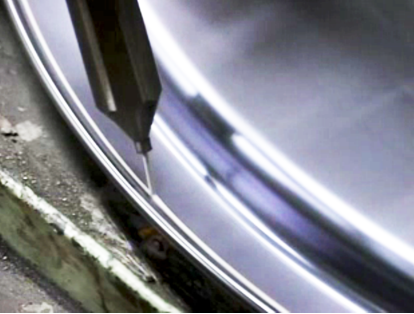
Figure 15 wet glue injection position
2. After the steel barrel is sealed, the barrel flange is not fitted with a barrel plug. At this time, regardless of whether the steel barrel is immediately coated or not, the barrel mouth must be sealed to prevent external debris from falling into the barrel. In China, the turnover cover is generally used for sealing. After the outer coating of the barrel is finished, the turnover cover is removed and replaced with a new barrel stopper. Because of the repeated use of the turnover cover, thick paint is often stuck on it. If it is not careful, the paint residue will fall into the barrel and it will be difficult to find and clean.
The latest technology in Japan is to use a labeling machine to affix a piece of paper on the flange of the barrel. After the steel drum is painted, the label is torn off by the tearing machine. The label is disposable. Will have any after-effects. Figure 16 shows the automatic labeling machine.

Figure 16 automatic labeling machine
Fourth, the outer surface coating process
The content of the outer surface coating process can be seen from Figure 17, and we can see from the video that the content in Figure 17 is not complete. The complete process should be:
Spray paint → drying → barrel top screen printing → barrel body screen printing → barrel mouth tearing label → barrel dehumidification → upper barrel stopper → upper barrel sleeve → stacking code storage → transportation factory
The production process is different from the current typical process of China's steel drum production line:
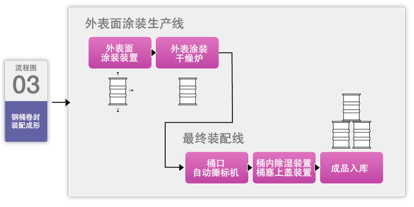
Figure 17 Flow chart of the outer surface coating production line
The production process is different from the current typical process of China's steel drum production line:
1. Corresponding to the previous process, before the steel barrel is painted, there is a barrel labeling process. Here, when the steel barrel is painted and dried, the paper label attached to the flange of the barrel mouth needs to be torn off. So there is a tearing process here, as shown in Figure 18 for the tearing machine.

Figure 18 Barrel tearing machine
The paper label replaces the turnover cover, which is an improvement in the problem of painting the barrel mouth. At present, there is no promotion in China, but it will undoubtedly be a development trend in the future. At present, domestic enterprises have developed labeling machines and tearing machines. It is believed that this process will be rapidly popularized in China in the near future.
2. Dehumidification in the barrel is the standard procedure for the production of Japanese steel drums. A few companies in China have adopted similar methods, but the technical methods are not the same. Figure 19 shows a Japanese internal dehumidifier.

Figure 19 Dehumidifier inside the barrel
The dehumidification inside the barrel is to remove the humid air containing water in the barrel to prevent rust in the barrel. Domestic users who have high cleanliness requirements inside the steel drum are extremely sensitive to rust in the barrel. Since the barrel was cleaned before painting, the surface oil was removed, so the inner surface of the barrel lost its rust protection and was easily rusted. In order to prevent rust in the barrel, domestic companies have adopted various methods. Generally speaking, there are the following types: pumping out the humid air in the bucket, filling the bucket with dry air, vacuuming the bucket, and filling the bucket with nitrogen.
In the dehumidification process in Japan, the dry air is filled from the vent opening, and the humid air is extracted from the injection port. The process is simple, the cost is low, and the rust prevention effect is also good.
3. Automatic barrel plugging process, the device has the functions of finding, centering, upper cover and measuring force. The fully automated upper barrel plugging process is also standard on Japanese steel drum production lines. At present, the domestic is basically a manual barrel stopper. Most enterprises still use the artificial wrench to block the barrel. Even if a company uses an air wrench, it is also a manual operation. Fewer torque wrenches are used. As shown in Fig. 20, the Japanese automatic upper barrel plugging device is shown.
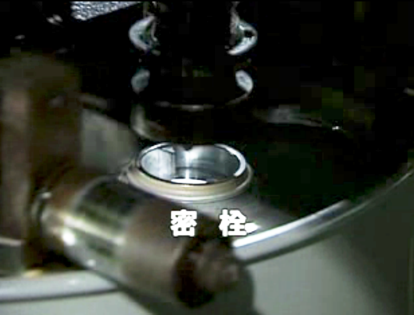
Figure 20 Fully automatic upper barrel plug device
Automatic upper barrel plugging device, the most important thing is to use a torque wrench. Because of the structure of the steel drum flange, when the torque is too large, the flange will often rotate, the fixed eight sides will fail, and the barrel sealing ring can also be damaged; When the torque is too small, it may cause the barrel stopper to fall off during the transportation process, leaking gas, seeping water, and the like. Therefore, the national standard GB/T 13251-2008 "Packaging steel drum embedded flange sealer" specifies the torque value when the bucket plug is installed, as shown in Table 1.
Table 1 Bucket assembly steel drum torque value
projectBarrel washer
G2/Nm
G3â„4/Nm
G1â„2/Nm
Steel drum manufacturing factory standard
synthetic rubber
10-20
10-20
15~25
Thermoplastic
15~25
15~25
20~30
Steel barrel filling factory standard
synthetic rubber
20~30
10-20
30~40
Thermoplastic
20~30
15~25
30~40
At present, most domestic enterprises have not solved this problem. The solution of this problem can not only reduce the labor cost of the barrel-making enterprises, but more importantly, the quality of the barrel assembly can be guaranteed. This is a major trend in the technological transformation of the domestic barrel industry.
4. Regarding the protection of steel drums, many domestic enterprises have begun to use plastic corrugated board barrels for protection during transportation. Japanese companies use soft nylon bags, as shown in Figure 21.
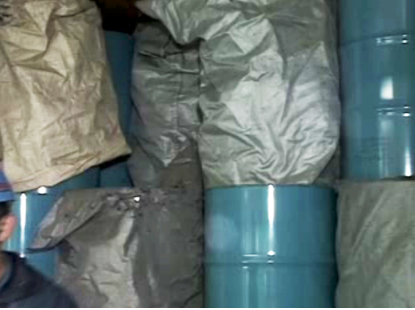
Figure 21 Soft nylon bag protects steel drum
From a practical point of view, compared with the plastic corrugated board barrel sleeve, the soft nylon bag is more convenient to operate, the protective bag has better surface conformability to the steel drum, the wear resistance is also good, and the nylon bag is reused more frequently. , recycling is easier.
Product name:Multi Use Lubricant Brand:YIQUN AEROSOL Volumn:450ml, 500ml Certificates:ISO9001, ISO14001, OHSAS18001, REACH, MSDS, CARB VOC, CA65 MOQ:5,000 pieces Formula:Customize formula or use our pre-defined formula Can Printing:Design new packaging for you or provide us with your design Sample time:3-5 days Price Terms:EXW, FOB, CIF Payment terms:T/T, LC, Alibaba Insurance Trade. Multi Use Lubricant is high quality product which made in china,it is low price but high quality for Car Care use,and car cleaner Car Wash car maintenance and car cleaning.
Multi Use Lubricant,Multi Purpose Lubricant,Multi Use Lubricant Spray,All Purpose Lubricant Spray
Linyi Yiqun Packaging Products Co., Ltd , https://www.lypackingbag.com